
This is the model I used: https://www.thingiverse.com/thing:4572809
I printed these by using the official orca profile from Creality for Orca Slicer: https://wiki.creality.com/en/ender-series/ender-3-v3/quick-start-guide/how-to-use-orca-slicer-with-ender-3-v3
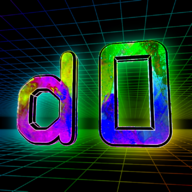
- Why are the squares looking so wonky? Which setting is responsible for this?
- I see some spots where the prints moved to other places, but I run bed leveling every time. Is it bed warp, or some other profile setting I need to tweak? I wiped the bed with 70% isopropyl alcohol before I printed this, btw
EDIT:
Looks like the issue was with the wobbly table. I placed it on the floor, reran the self tests, and it’s now printing a lot better!

Wiping the bed with alcohol doesn’t really remove any contamination from its surface, it more or less just moves it around. Wash it thoroughly with dish soap and running water as others have suggested and give it a real good rinse afterwards. The goal is to get oils and other contaminants off of the surface and to wash them down the drain, whence they will trouble you no more.
Wiping with alcohol between a few prints can help with adhesion but does not remove the need of cleaning the plate every 4-5 prints properly - as you’ve said, dish soap, a good scrub with a soft sponge (I’ve actually dedicated a separate Dishmatic for this purpose), rinse, repeat on other side, then dry with microfibre cloth, should do it for a good few prints.
Spray of 80-90% ISO with microfibre cloth between every print can help reduce the need for a proper clean, but marginally at best.
Wash yo plates!
Every 4-5 prints? What are you doing to your printer? I rarely even alcohol wipe down my plate. I have one side marked for PLA and the other for PETG (Since I’ve found the PETG residue tends to cause PLA not to stick). The only time notably clean my plate is when I accidentally forget to flip it between material changes or I touch it in the build area.
I… print. Y’know, what the printer is for.
But I also use specialised filaments for certain things, and most of those do leave an oily residue on the print plate, hence cleaning regularly.
It looks like you’ve fixed, it, but I’ll share my 2c anyway:
Iso takes much longer to evaporate fully than it looks. Even though it’s volatile, the texture of the build plate gives a lot of extra surface area for it to cling to. Because of this, I found that waiting overnight after cleaning with iso was a good idea. At least for me, this completely fixed my adhesion problems.
Iso takes much longer to evaporate fully than it looks
If you let iso evaporate it isn’t doing anything. The purpose of iso or dish soap is to dissolve oils. If you let the iso evaporate the oils will be left behind and settle back on the build plate.
I use two paper towels. One to wipe with iso, and the other to wipe the iso away.
If you want a fast dry (iso is 10% water) set the bed temp to 100C for a few seconds.
Of course, but it doesn’t all wipe away. The remaining part is what you need to make sure evaporates.
Not an expert but you may want to look at your z-offset? Maybe you’re a little high off the bed?
Printable Area Z Offset = 0mm and Extruder Offset is 0x0mm
The goal of your offset is not to be zero. Actually, in a perfectly ideal world that would be impossible because it would result in your nozzle touching and dragging along the surface on the first layer. Your actual final Z offset figure will be arbitrary based on the vagarities of your particular machine including the total overall length of the nozzle and thickness of the build plate, etc.
The actual goal is to achieve an accurate first layer which results in a thickness of 0.2mm or whatever your first layer’s height is, with minimal inaccuracy. You have to set the offset of the nozzle from the plate via Z axis adjustment such that there is a (literally) paper-thin gap between the tip of the nozzle and the plate. That doesn’t mean just setting it to zero. If setting it to zero actually worked, there would not actually be any reason to calibrate it…
You definitely want to drop your z offset a little bit lower than you would with a smooth plate. The goal is to squish some of that plastic down into the texture of the bed for some extra grip. I always take mine about -0.07 from the auto z offset.
Also, after checking with isopropyl, I recommend hearing up the bed and giving it about 10-15 min
I see you cleaned the bed with IPA. I’d also recommend dish soap and water. I was struggling with adhesion on a new bed from Prusa, and soap fully fixed my issue.
Huge +1 for dish soap. I was having issues with small lettering about the same size as your test sticking. Washed my plate with Dawn and it was a night and day difference.
It looks like you’re either way too close to the bed or your nozzle needs to be replaced. Looks like massive over extrusion. Fat fat print lines. Your model has no printing in the diagonal yet your print has it in almost every square. Maybe you’re failing to retraction.
I think the issue is at least partly due to a wobbly table. I just took off the printer and placed it on the floor, redid the self test, and it’s printing a lot better than before.

Ha. I was looking at the wrong picture in the linked thingiverse file. It does fill them in. That does look better.
Clean the printing surface with dish soap and tepid water, and adjust your z offset. It appears to be too low from what I can see, but it’s hard to tell from a few pictures. It’s not supposed to be 0, and will depend on your specific printer, extruder, … You should aim to have fully filled squares, with no apparent “scars” on the surface left by the hotend moves. A nice rule of thumb is to be able to barely move a sheet of paper between your plate and the hotend freely without feeling friction (make sure to clean the tip of the hotend before). If after these steps it still produces these results, maybe there is an issue with you bed planarity, but most likely your pla has gone bad (I’ve even seen sealed bags go bad over a few years), try with a freshly dried filament, or a new roll from a reputable source
Also, what does this mean?

Have you done any bed leveling?
I ran the built in leveling and input shaping self test last night, and often run calibration before print
Crank down on that back left corner a little more and rerun this test to see if you can get it under a 0.2mm range for the height difference. Since you’ve moved the printer off the table and on to the floor it may have altered things so you’ll want to redo it anyway (and any other time you physically move the printer).
Ok. I am not familiar with self leveling so wouldn’t know if it’s enough. But maybe the bed just needs a good cleaning with alcohol?
It means it has measured your bed and the left side of your bed is higher than the right. Don’t get twisted about the graphic as it can exaggerate the shape. Look at the numbers. I don’t know off the top of my head if those are excessive
I think its a bit excessive. That shows there’s almost a two and a half layer (at a standard 0.2mm layer) difference between the high and low spots. On my old printer with klipper installed, I would shoot for less than 0.2mm.
That’s a removable print plate? Check if there’s anything stuck under between the plate and the heater on the high side/corner
Honestly, I gave up on dealing with bed adhesion issues on fine parts and just use a glue stick on the bed.
Bed mesh looks ok z offset might be too high I have had bed adhesion problems i couldn’t solve that just went away when i swapped filaments. Wet fila ment can hide really well as bed adhesion problems
- Are you using the filament that came with it? Because it’s horrendous.
- Look up the “Creality hotend fix”
- Throw some Elmer’s Stick glue or similar on that bed before firing it up.
What’s the bed temp at? I usually have to run mine around 62C for PLA and turn the cooling fan to 20% or off.




{kind=link}